欢迎您访问雷火体育(中国)有限公司官方网站
国家高新技术企业19年专注冷焊机设备设计、研发、生产及销售;专业焊接焊机设备生产厂家
24小时免费服务热线
400-0563-000华生头条:
常见问题
相关资讯
联系我们
24小时热线:400-0563-000
电话号码:0563-5851888
传真号码:0563-5035333
邮箱:hsjd@limitlessdroid.com
地址:安徽宣城泾县经济开发区经二路
冷焊机的焊接方法
越来越多的普通用户开始关注冷焊机,除了它完美的焊接效果之外,还有一个吸引大家之处就是操作简单。冷焊机采用数字控制与触屏设计,跟现代大多数电子产品有一些相似之处,让没有基础的人更容易接受和学习。冷焊作业最重要的就是把握钨针与焊缝之间的距离与角度,其次就是调节设备参数,掌握了这些你也可以焊出同款平滑白亮的焊缝。
1、安装配件
接入焊枪、地线夹、脚踏控制器、防护面罩、氩气表等相关配件,并检查相关配件与设备是不是成功安装并能够使用,有时候冷焊机可以听见拉弧声但不能焊接,可能就是接地电缆没有与工件良好衔接。

2、选择模式
若选择连续模式,按下焊枪开关冷焊机持续出弧,再次按下停止出弧;若选择点焊模式,按下焊枪开关冷焊机出弧一次,松开停止;若选择阻焊模式,一般用于阻焊放丝,也可用于模具修复中固定焊丝。熟能生巧后,可选择面板上的“单点/连续”按键,在“连续”状态下,冷焊机将连续的输出脉冲,持续焊出焊点。

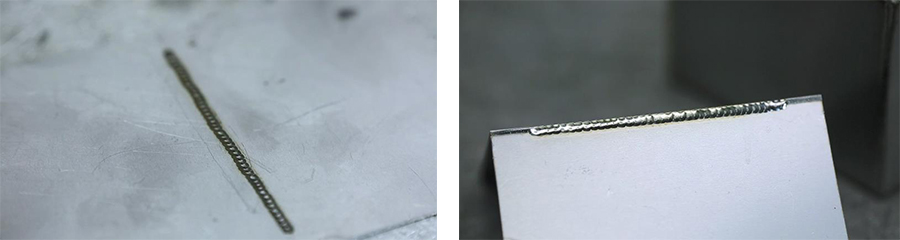
0.5mm不锈钢薄板点焊
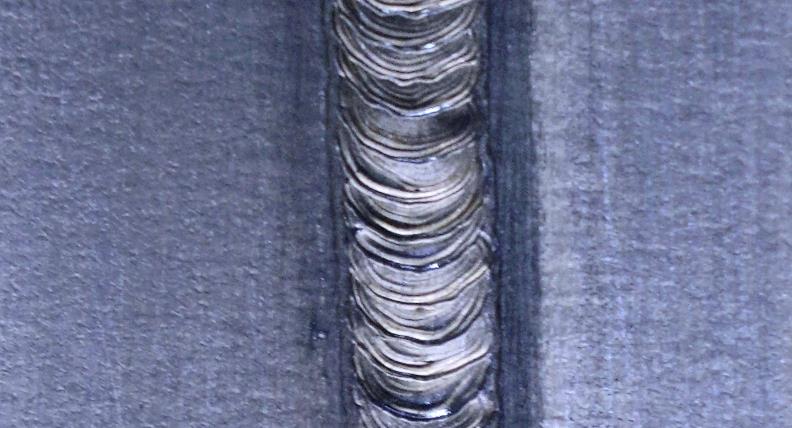
1mm镀锌板连续焊
3、调节参数
首先,焊丝应选择与工件相同的,如果不能完全一样,也要选择性质相近的。其次,使用砂轮机打磨钨针,焊接内角或窄缝时,将钨针磨成20-25度左右的尖锥;焊接平面或棱角时,将钨针端部磨成70-90度的圆锥;焊接铜铝等金属时,将钨针磨成半球形。一般情况下,建议钨针露出长度在8mm作业,如果露出的太多会导致氩气保护不足,焊点发黑发黄,太短则影响操作视线。

冷焊机参数调节主要是焊接时间和电流,焊接电流代表冲击力,控制焊点的大和小,电流越大焊点越大;焊接时间是控制焊接强度的,代表熔深,即融入板材的深浅,时间越大焊点越深。也就是说,随着焊接时间和电流的增大,冷焊机焊接的冲击力变大,牢固度变深。
如果是刚接触冷焊机的新手,暂时不能很好地运用冷焊机,最简单的方法就是根据板材的厚度进行调节,比如需要焊接的板材厚度是1毫米,就将电流与时间调至10与10,1.5毫米的板材就将电流与时间调至15与15,以此类推。拥有实践经验之后,就可根据自身需要进行上下调节,效果更好。

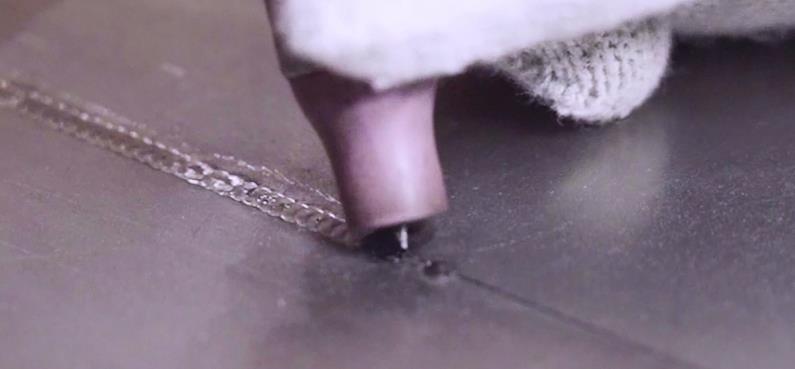
4、进行焊接
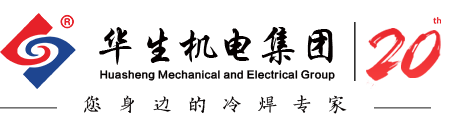
焊接时,切忌手忙脚乱。首先规划好焊接方向,然后手持焊枪的角度和工件之间保持在75-90度,每个焊点压在上一焊点的三分之一处,依次焊接。尽量使焊枪与工件垂直,焊丝与钨针成直角,且距离越近焊出来的焊点越圆,切勿将钨针针尖放在焊丝上方进行焊接,一定要在焊丝前端焊接,否则焊丝无法熔化,如果遇到修补点变硬的问题,尽量选择细一点的焊丝或者将功率调小。

5、关闭设备
焊接完成之后,必须关闭冷焊机的电源开关还有氩气瓶阀门。




总机号码:400-0563-000
电话号码:0563-5851888
传真号码:0563-5035333
邮箱地址:hsjd@limitlessdroid.com
公司地址:安徽宣城泾县经济开发区经二路
International Business Contact:Cherry Gao
Whats app(We chat):0086 18156331680
E-mail:sale@limitlessdroid.com
 集团公众号
集团公众号 企业店铺
企业店铺